钣金加工工艺之下料
作者:
发布日期:2016-08-23 16:33
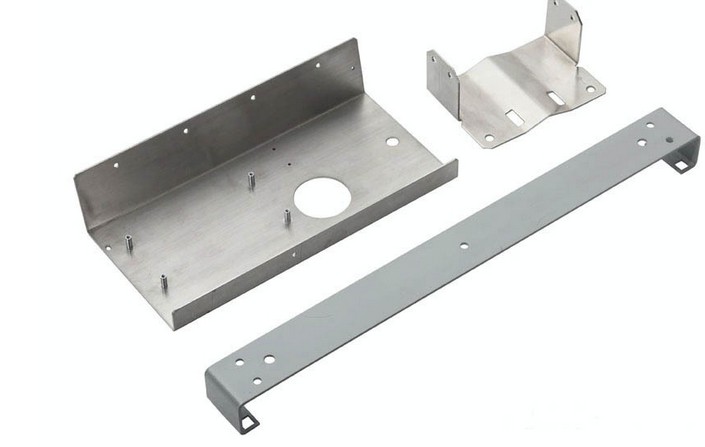
钣金加工的下料方式主要有数冲,激光切割、剪板机、模具下料等,其中数控是目前最常用的方式,激光切割多用于打样阶段,但是价格要比模具贵得多,模具适用于大批量加工。下面围绕数冲来介绍钣金的下料情况。
数冲又叫转塔冲,可用来下料、冲孔,拉伸孔、压筋等,其加工精度可以达到+/-0.1mm,数冲可加工的板材厚度为:冷轧板、热轧板小于等于3.0mm,铝板小于等于4.0mm,不锈钢钢板小于等于2.0mm。冲孔有最小的尺寸要求,最小尺寸与孔的形状、材料机械性能和材料厚度有关。数冲的孔间距与孔边距。零部件的冲孔边缘离外形的最小距离随着零部件与孔的形状不同有一定的限制,当冲孔边缘与零部件外形边缘不平行时,该最小距离应不小于材料厚度t;平行时,应不小于1.5t。拉伸孔时,拉伸孔离边缘最小距离为3t,两个拉伸孔之间的最小距离为6t,拉伸孔离折弯边的最小安全距离为3t+r(t为钣金厚度,r为折弯圆角)。拉伸折弯件以及拉伸件冲孔时,其孔壁与直壁之间应该保持一定的距离。